
La planta principal del taller estaba
formada por un conjunto de galpones construidos según el tipo “Mono-Block”, con
el objeto de desarrollar el sistema de trabajo en cinta, integrado por los
edificios y secciones siguientes: administración, usina, taller eléctrico,





Por aquellos años se establecía que los
vagones debían entrar a reparación después de haber circulado durante tres años
salvo los casos de accidente. Tomado en reparación el vehículo se sometía a la
primera operación que era la limpieza y desarme del mismo, en la sección
conocida como “la losa”; luego se conducía a la sección remachadores donde se
reparaban las partes metálicas, ya sea enderezando piezas o reemplazando
algunas deterioradas.
Si se trataba de un vagón de madera, el trabajo
continuaba en la sección carpintería, donde se procedía a la reparación de su
maderamen y la sección hojalatería efectuaba las reparaciones de los techos.
Luego se conducía a la sección levante de vagones, donde se elevaba y se le
quitaban los boggies para ser reemplazados por otros que fueron previamente
desarmados, reparadas todas sus partes y armados nuevamente. Esta sección
mantenía un stock de boggies listos para ser colocados en los vagones. Además,
atendía la reparación del freno y la tracción.
A continuación el vagón se trasladaba
hacia los galpones de sección pintura, donde se procedía a su pintado e
inscripción de la numeración y letreros atendiendo también esta sección el
barnizado de coches.
Como última operación se conducía el vagón
a la vía de terminación para ser pesado en una báscula de 70 toneladas, luego
de lo cual personal de la sección pintura inscribía también la tara (peso del
vagón).
En forma general podemos describir en qué
consistía el proceso de reparación de un vagón para luego ser entregado al
servicio de tráfico.
Para cumplir el trabajo detallado se
necesitaba la contribución de la mayoría de las secciones; la herrería,
fabricando o reparando distintas piezas para abastecer las demandas de la
sección remachadores y levante de vagones, además de las que fabricaba para la
atención y conservación de las maquinarias, las cuales se efectuaban en serie y
en gran cantidad, almacenadas luego en un depósito.
El aserrado preparaba la madera de vigas
para producir piezas a fin de abastecer a la sección carpintería. También eran
ejecutadas en serie por clase y tipo de vehículo, las que dada su gran
cantidad, eran depositadas en un galpón con estanterías superpuestas denominado
Petit Stock de madera labrada.
En la tornería de ruedas se reparaba el
rodado y los ejes de los vagones para proveer a la sección levante a fin de
colocar el rodado en los boggies que reparaban.
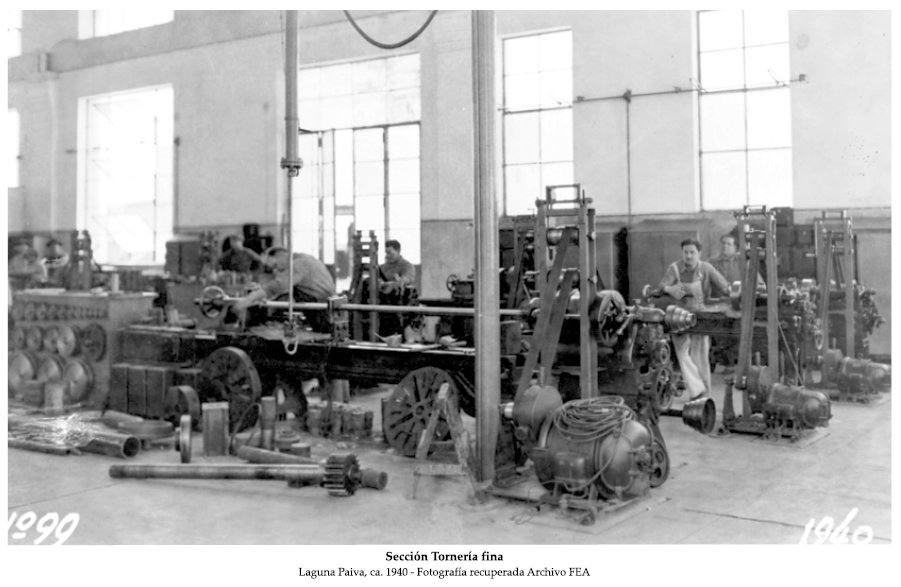
En la tornería mecánica se ejecutaban
piezas menores también para los vagones y otras destinadas a la conservación de
las maquinarias.
La broncería, reparaba los cojinetes de
vagones, procediendo al reemplazo, para entregar también a la sección levante.
En la calderería pesada se hacían todos
los trabajos de fabricación o reparación de calderas, bastidores de vagones y
de ténders, como también construcción de cisternas para vagones tanques y la
calderería de chapas, se dedicaba a la recuperación, fabricación y
aprovechamiento de piezas menores.
En la herrería mecánica se fabricaba gran
cantidad de clavos, bulones, pernos, remaches y tuercas entre otras piezas
forjadas. Con estos productos se atendía la demanda interna y los servicios de
Vía y Obras.
La sección herramentaje se dedicaba a la
construcción o reparación de piezas de repuesto para toda la maquinaria del
taller; atendía además la conservación
de herramientas portátiles y fabricaba una variedad extensa de herramientas y
elementos especiales, como ser matrices, estampas, plantillas guías para
taladrar, etc. Estaba equipada con maquinaria moderna y diversa en concordancia
con el trabajo que ejecutaba, además de una instalación completa para el
tratamiento de los aceros por temple.
Todas las herramientas y elementos eran
depositados en una bodega en varias estanterías perfectamente acondicionadas y
clasificadas, las que servían para proveer al personal. Anexo a esta sección,
funcionaba un taller de reconstrucción y reparación de máquinas de escribir y
calcular, que provenían de los distintos
servicios del ferrocarril.
La sección instalaciones se ocupaba de la
conservación y mantenimiento de las maquinarias y obras fijas del taller.
También atendía la conservación y alistamiento de las locomotoras de maniobras
y los guinches.
El taller eléctrico se ocupaba de mantener
y reparar los motores, las instalaciones, los generadores, el tablero principal
de la usina, de las líneas subterráneas y aéreas de la red de alumbrado del
taller y de la de diversos servicios.
La sección playa realizaba el transporte
de materiales, carga y descarga de los mismos, la limpieza de los edificios,
galpones y de la playa propiamente dicha.











Producción del taller.
El programa de trabajo, o sea a la reparación de vagones, estaba representado por una cuota fija equivalente a una unidad y media por cada hora laborable, es decir, que en las 8:45 horas diarias de trabajo se producían poco más de 13 vehículos, lo que era equivalente a una producción semanal de 72 unidades y mensual de 300 vehículos.
Instalaciones varias. El taller estaba provisto de una red completa de cañerías para servicio contra incendios, aire comprimido, aire a baja presión, agua potable y de servicio. Los desagües pluviales conducían el agua de los techos a través de las cañerías y canales subterráneos hasta la represa que en esos años tenía una capacidad de 45 000 m3. De una derivación de las citadas cañerías se enviaba en forma facultativa el agua de lluvia a un aljibe de 600 metros cúbicos de capacidad, que utilizaba como depósito de agua potable.
En las secciones se había provisto de armarios para guardar herramientas y ropa del personal obrero. Las mismas estaban comunicadas entre sí por una red de caminos de hormigón utilizado por peatones para el transporte de materiales por medio de carretillas. Los talleres de Laguna Paiva contaban además con una red telefónica larga distancia e interseccional. En los espacios libres entre los edificios y galpones se habían formado jardines con caminos entre los canteros.